







Stamping without spring back
High-strength steel sheet is light and strong, but it’s more difficult to form than conventional steels.
Image courtesy of Volvo Trucks
Automotive production is the key user of high-volume stamped steel parts and in the automotive world, there’s a war on. That war is against weight: mass which reduces vehicle performance and more importantly, fuel economy. Plastics, composites and light alloys are all playing a part in the war on weight, but for high-volume body building the cost king is still steel. Down gauging with high-strength steel is now widespread in auto stamping, but compared to conventional steels, it’s not without its forming difficulties. A major issue is spring back, but fortunately HSS steel forming has been extensively researched. An outstanding example of this research is the work done at the Toyohashi University of Technology in Toyohashi City, in Japan’s Aichi Prefecture west of Tokyo. Prof. Dr. Ken-ichiro Mori has analyzed multiple aspects of the forming of high-strength steel sheet and has summarized the difficulties, including spring back in detail. Here is a portion of Prof. Mori’s presentation entitled “Forming of high-strength steel sheets”:
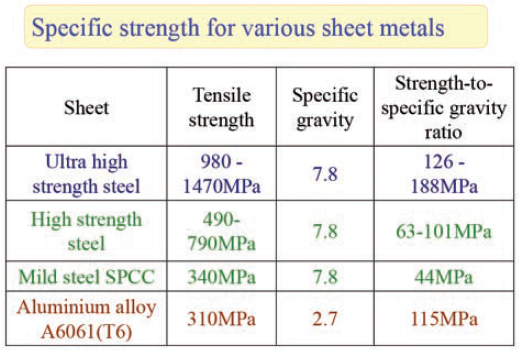
High strength and ultra-high strength steels are taking over automotive body construction as a weight saving measure, but how do the newer steels compare with conventional stamping grades and the new competitor, aluminum? Since the strength of the part is related not only to the steel properties but also to the gauge selected; aluminum sheet is invariably thicker than steel. The weight savings in HSS comes from down-gauging, making it difficult to compare the materials. Prof. Mori addresses this by comparing the ratio of strength to specific gravity, which shows that ultra-high strength steels are not only competitive with 6061 in the T6 heat treat, but potentially higher in performance.
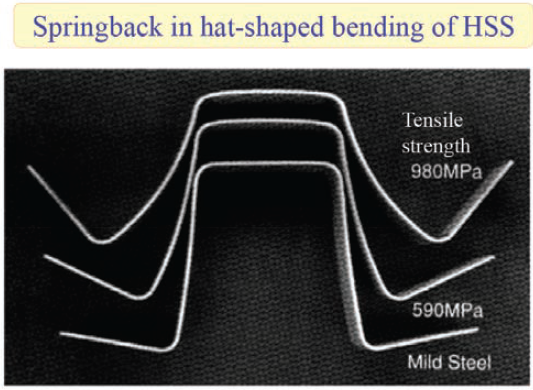
High-strength steels are stronger than conventional sheet grades, much stronger, but spring back, especially in hat or channel sections commonly used in unibody fabrication can be a serious problem. The high-strength steel example at 980 MPa is essentially double the tensile strength of mild steel sheet but with clearly unacceptable spring back.
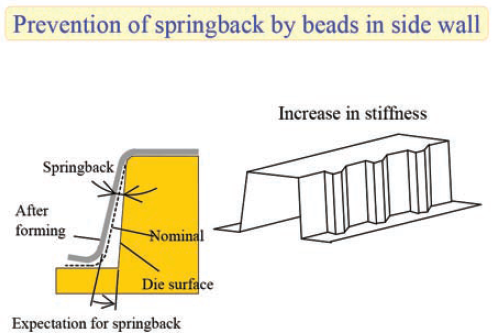
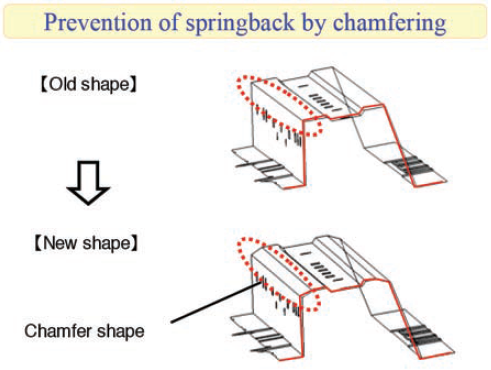
Spring back can be expected in many volume stamping operations, but as the diagram shows the introduction to design elements such as stiffening ribs running perpendicular to the axis of spring is an excellent solution, assuming the part design will tolerate the additional surface feature, and the additional forming operation or stage in a progressive die doesn’t add excessive cost. Chamfering is another strategy for reducing spring back, in this case opening a single 90° bend into two oblique angles.
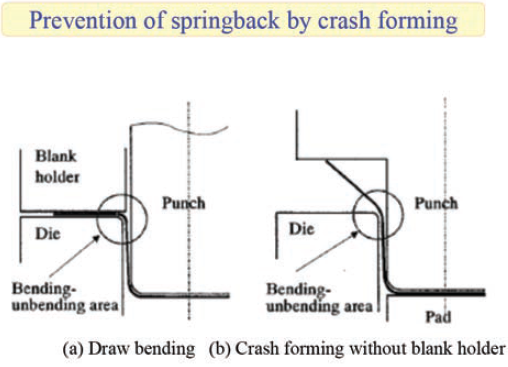
Crash forming is another strategy for minimizing spring back. In both the a) draw bending example and b) crash forming without blank holder diagram, the critical area is the hinge point at the bending/unbending region. Crash forming, sometimes called solid forming or dead hit forming is a relatively uncontrolled process, with a metal punchin an open cavity below, with no effective control of metal flow and little ability to resist wrinkling or distortion.
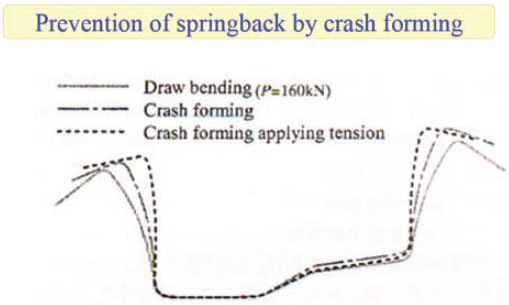
This simplified diagram shows how the blank is restrained while the punch effectively wipes the vertical surface of the metal forming it under tension Prof. Mori clearly shows the beneficial effect of forming high-strength steels with tension. Simple draw bending is essentially uncontrolled, and while crash forming is a significant improvement, it readily takes the material out of its elastic zone into the plastic region across a larger surface area, reducing spring back. Another technique is a two-stage process involving drawing followed by restriking. This technique essentially pre-stretches the material in the drawing phase, which unlike crash forming, involves full support of the blank throughout the forming process. With the shape essentially rough formed by drawing, the restriking die than be optimized for plastic flow at smaller, critical regions. Prof. Mori’s presentation describes other techniques for addressing spring back, as well as issues such as fracture, wrinkling, stretch flangeability, shearing, galling and seizure. The full presentation can be found online at: http://plast.pse.tut.ac.jp/present/cold_stamping1.pdf
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}