







New process improves weld speeds on pipe work for SCEI
Process improves weld speeds on pipe work for SCEI

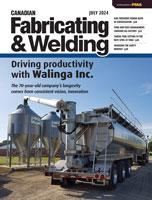
The Edmunston-Madawaska Bridge connecting Canada and the U.S. Insulated pipelines span across the bridge to transport paper pulp across the border. Images: Lincoln Electric
In late 2022, Miramichi, N.B.-based Sunny Corner Enterprises Inc. (SCEI) took on the task of constructing a pipeline to transport paper pulp across the U.S.-Canada border. Pulp and paper manufacturing in North America, like any industry anywhere, relies heavily on the timely and efficient transport of raw materials and the ability to put those materials together effectively.
SCEI looked inward at its various assembly processes and found an opportunity to upgrade. While the company had relied on gas tungsten arc welding (GTAW, or TIG) to lay a root pass on pipe, it set its sights on a technology that was faster, less labour-intensive, and more cost-effective.
International Partnership
SCEI is a multitrade construction and maintenance contractor. Founded in 1965, it does turnkey projects for a variety of industrial customers—mostly in eastern Canada, with additional operations that reach into northern U.S.
Among SCEI’s customers is a U.S.-based paper mill headquartered in northern Maine, with operations on both sides of the U.S.-Canada border. The mill produces paper pulp at its Edmundston, N.B., location and transports it across the St. John River to the company’s Madawaska, Maine, operation via four separate sections of stainless steel pipe—each 900 ft. in length—spanning the Edmundston-Madawaska Bridge.
Welding of the pipeline is done in two places. The initial assembly takes place at SCEI’s fabrication shop about 155 miles from the bridge itself, on the other side of New Brunswick. The pipe lengths are then transported by truck to the bridge, where the final assembly takes place.
“We’re running four stainless steel lines,” said Bill Schenkels, vice-president of business development at SCEI. “Three are 20-in. lines and one is 24 in. So they’re big welds. We’re prefabricating those in our shop into 60-ft. lengths, and then we’re shipping them to the site and doing the connecting welds in the field on that bridge.”
Prior to this project, manual GTAW had been SCEI’s process of choice with other customers. There are drawbacks to the standard approach, and Lincoln Electric helped SCEI improve and innovate their process to meet challenging deadlines and remain competitive within the industry.
Rethinking the Status Quo
GTAW worked well in both the fab shop and in the field, Schenkels explained, but technical challenges and manpower demands often slowed down the process.
“In the field, you had to keep the wind off the welder,” he said. “You also had to do an argon purge, and you needed skilled welders who understood that purge process.”
Finding those skilled welders was—and continues to be—a challenge, said Schenkels, who is continually looking for ways to navigate current and future shortages of skilled labour in the welding and fabrication industries.

The STT process in use in the field.
“Anything we can do to be innovative—any way we can do more with less—is something we would want to explore,” he said. “We don’t want to shoot ourselves in the foot, because we make money by putting people to work. But we also make money by being able to meet a deadline and get a job done. We’re looking for ways to be proactive rather than reactive.”
Part of that proactive approach involves looking beyond standard procedures. “It’s easy to say, ‘This is the way it’s always been done, and this is the personnel we have to do it. We know we can get the job done using TIG and using an old process that may be a little more painful,’” said Schenkels. “But knowing that labor shortages are coming, we chose to really get in front of them and try to avoid them."
Surface Tension Transfer Process
Because of its long-standing partnership with Lincoln Electric, SCEI met with the welding technology company to explore options to build efficiencies into its existing pipeline manufacturing process and reduce costs. The solution came in the form of STT Field, a newer field welding technology developed by Lincoln Electric.
Surface Tension Transfer (STT) has several benefits, one being a proven legacy of performance for pipe root welding. It is a controlled short-circuit transfer GMAW process that produces a low-hydrogen weld deposit, making it easier to achieve a high-quality root weld in all positions. It differs from traditional GMAW short-arc welding processes because the arc current is precisely controlled independently of the wire feed speed.
“It was the large quantity of welds that we needed to do at this site that prompted us to say, ‘Here’s a really good opportunity to have a big impact from a change toward the STT process,’” Schenkels said. “If we were doing one weld here or there, it would really come down to our capacity in the fab shop. But there’s more to it than that. There’s the welding that gets done on the field side, which is a little different. I think that’s what really drove us to look for an alternative approach.”
The STT Field system includes Lincoln Electric’s Flextec 350X Power Connect power source paired with the Activ8X Pipe wire feeder and Lincoln Red Max stainless steel wire. In the shop, Lincoln Electric’s PIPEFAB system uses the same STT process. This allows the welders to simplify the transition between shop fabrication and field fabrication of similar pipe joints.
“Sunny Corner was already familiar with the STT process in the shop utilizing the PIPEFAB shop welding solution,” said Wayne Chuko, product manager for Activ8X Pipe at Lincoln Electric. “With the implementation of the portable Activ8X Pipe/Flextec 350X PowerConnect solution, the same STT process could now be easily applied in the field with minimal equipment, a quick and easy setup and a manageable learning curve.”
“We had four positioners set up in the shop—three lengths of pipe laying on rollers and two operators doing the STT process,” Schenkels added. “And then we had two other crews capping out with a separate machine. We moved all that work through the shop in a couple months.”
By summer of 2023, most of the fabricated material had been moved outside the shop and was shipped to the bridge site. To date, X-rays of weld joints have yielded favourable data and shown consistently high-quality welds.
Cost Reduction, Efficiency, Mobility
Within months after the STT process was implemented in the field welding portion of the project, the construction and maintenance of the pipeline across the Edmundston Madawaska Bridge was more streamlined and cost-efficient.

SCEI's Alvin Sonier, site manager, talks with Bill Schenkels, VP business development and technical sales.
The process was field-ready, and with the transition to an STT root pass operation, the argon purge in the field was no longer necessary. Root passes passed X-ray inspection with full side wall fusion and a smooth back bead on the inside of the pipe.
This not only reduced costs but saved time by enabling SCEI operators to weld more pipeline joints per day. The ability to do more joints with fewer workers helps to alleviate the effects of the labour shortage.
“Without the need to purge, we’re not lugging gas bottles around every day,” said Schenkels. “As far as our labour force, we have our key welders, and they’re welding twice as fast with this process. This increase in speed, especially on the shop side, makes us more competitive with other pipe fabricators in the region.”
Another primary concern was field mobility, Schenkels added. “The shop environment is no problem; you’re bringing the work to the machine,” he explained.
“But at the site, you’re bringing the machine to the work. The power source can stay stationary, and the wire feeder can move from one spot to the other.” This is the ideal application for Lincoln Electric’s small and portable Activ8X Pipe wire feeder.
The ability to weld more in a single day improves the overall quality of the welds themselves. “If you can get through filler welds and capping in a day, you’re not leaving open roots,” said Schenkels. “You’re not leaving the possibility of cracking. It works better in relation to the shift schedule. You don’t have situations where the operators are saying, ‘It’s late in the day. I shouldn’t start.’ You can gain an extra weld or two in a day’s time that you might not have been able to do otherwise.”
The pipeline construction is a long-term project for SCEI and their pulp mill customer, as the bridge itself is scheduled for a rebuild in 2024. This STT process is an ongoing contractor-customer partnership as much as an immediate solution.
“The customer is putting a lot of trust in us to use the right procedures and take a proactive approach to the job,” Schenkels said. “They’re relying on our expertise to be productive, innovative, efficient, all those things. They aren’t doing this just because they want to do it. They’re doing it because there’s a new highway bridge in the works, and the structure where the pipes run now isn’t going to be there in a year. So in a sense, they were forced into a certain course of action. It’s not a money-maker for them. It’s a must-do.”
Long-Term Commitment, Long-term Success
A truly successful business partnership is one that benefits both sides. The STT process has helped achieve that success.
“STT was invented by Lincoln Electric engineers, then further developed into an applicable welding solution with assistance from our clients and partners,” said Chuko. “This application with SCEI and stainless pipe welding without backing gas really highlights how powerful the partnership can be when both sides fully understand the prevailing challenges and give the proposed solution a chance to succeed.”
For all of SCEI’s success with the U.S.-Canada pulp mill pipeline, their implementation of the STT process doesn’t end here.
“This isn’t a one-off solution,” said Schenkels. “We’re trying to persuade other customers to accept this procedure, and we’re making good headway on that. Our goal is to use this for all of our stainless pipe welding, hopefully to avoid purging at all.”
He added: “This particular operation includes a lot of pipe, so there are a lot of welds required on a fairly tight schedule. We knew it would be a job that required a lot of repeatability, so it was an opportunity to try a different approach. If we discovered early on that it wasn’t working, we still had time to correct and go back to the old method. So, it was a bit of a leap of faith, but a good place to try out a new process without too much risk and a high potential for gain.”
In the end, there was never a need to course-correct or circle back, Schenkels said. The STT welding system was a leap of faith that paid off for everyone.
Lincoln Electric Canada, www.lincolnelectric.ca
About the Publication

subscribe now

Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




